MOTEURS: techniques de préparation - suite
jeudi 4 octobre 2018.
***Pour revenir à la page d’accueil** ICI
Ceci est la suite de l’article MOTEURS: techniques de preparation

Michel Camus sait aussi soigner l’esthétique ! Ce
bloc Cléon alu est repeint en 3 passes :
— d’abord au pinceau, indispensable pour aller
dans les coins difficiles tels les passages entre les chemises :
tenter de les peindre au pistolet donnerait fatalement des coulures à
l’extérieur de ces passages.
 puis
au pistolet buse de 0.5 à la peinture polyuréthane (deux composants)
puis
au pistolet buse de 0.5 à la peinture polyuréthane (deux composants)
— puis le vernis
Comme d’habitude en peinture, la préparation (notez
avec quel soin le bloc est protégé !) prends plus de temps que la
mise en peinture elle même !

Un mécanicien amateur a démonté ces chemises de R5 Alpine en s’aidant
d’un jet en bronze pour les décoller : résultat 6/100
d’ovalisation sur les deux chemises qui ont subit ce traitement alors
que les deux autres qui étaient sorties facilement sont parfaitement
circulaires !

Cette culasse de R8G qui a beaucoup souffert est
cependant sauvable grâce à un recharge au TIG alu (sous Argon).

Phase intermédiaire.

Ce boitier d’allumage électronique Lumenition est celui du Novamotors
de 2litres décrit ci dessus.
L’avance reste gérée par masselottes et ressorts, les vis platinées
sont remplacées par un capteur à rayons infra-rouges.

On voit bien le capteur et l’hélice à 4 pales
remplaçant la came habituelle.
Ce système est comparable à l’allumage AE6C avec
capteur Hall, décrit dans ce site :
http://a110a.free.fr/SPIP172/plan.php3 AEPL-les
évolutions AE6C + 1
Pour une avance gérée par microcontroleur voir l’AEPL-S.

Revenons un peu aux Formules : à gauche une Formule Renault 2000 à
moteur Clio RS et à droite la March F3 de 1979 à moteur NovaMotor de 2l
aussi.

La F2000 a un fond plat très près du sol, avec extracteur.

Moteur

Tableau de bord

Suspension avant. le principe de fonctionnement n’est pas évident...
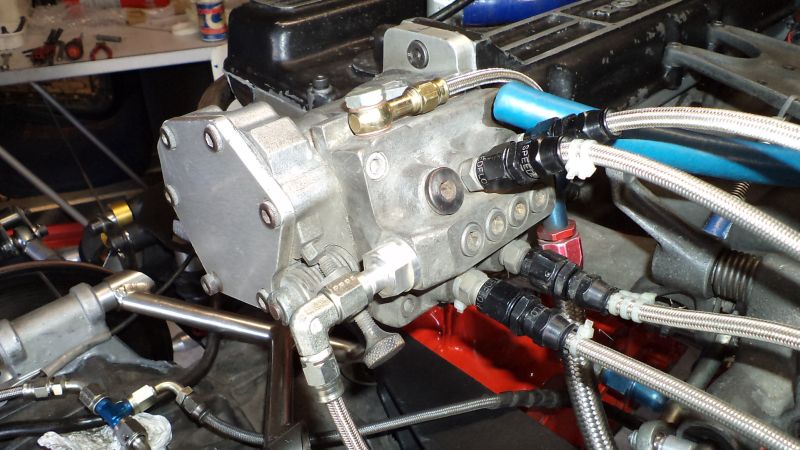
Sur la F3, l’injection mécanique est une Kugel Fischer apparue sur la
BMW 2002Tii aussi sur la 504 Peugeot et autres.
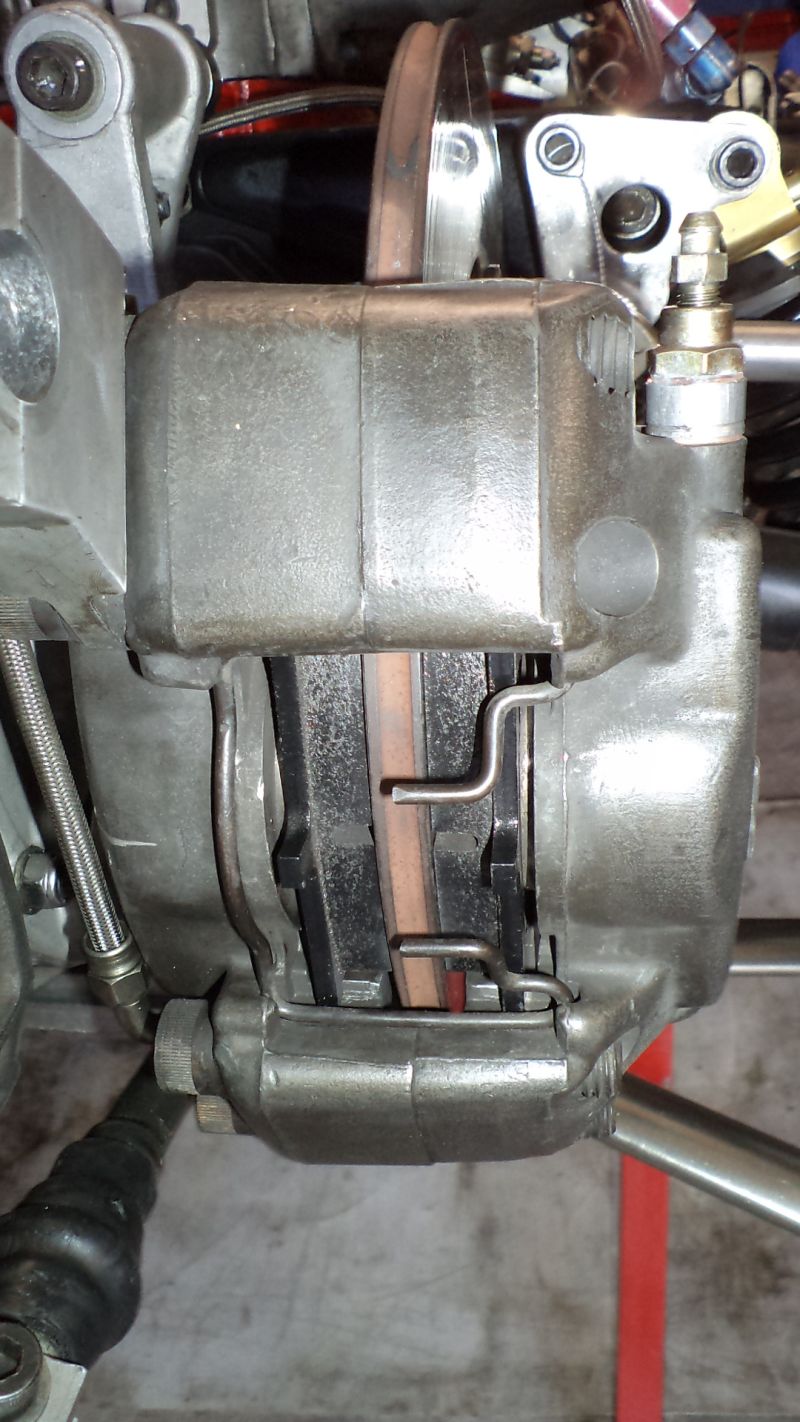
C’est le système de maintien de plaquettes le plus astucieux et le plus
rapide à utiliser que je connaisse : on retire le clips et on peut
retirer les plaquettes !
Vous rêvez les propriétaires de R8/Alpine ?
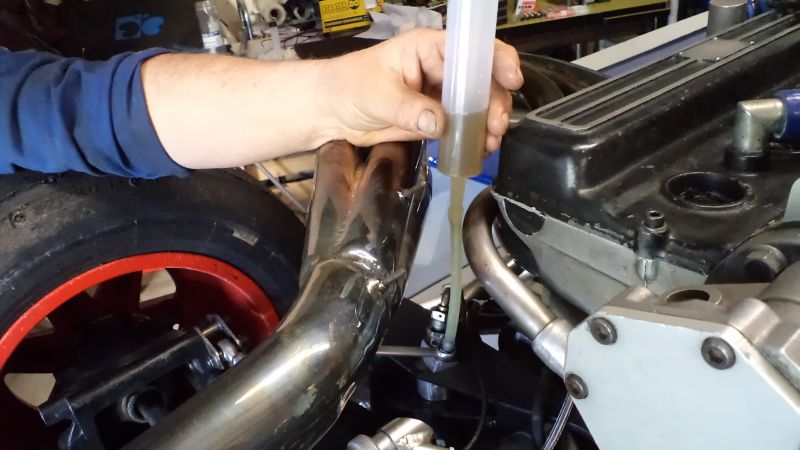
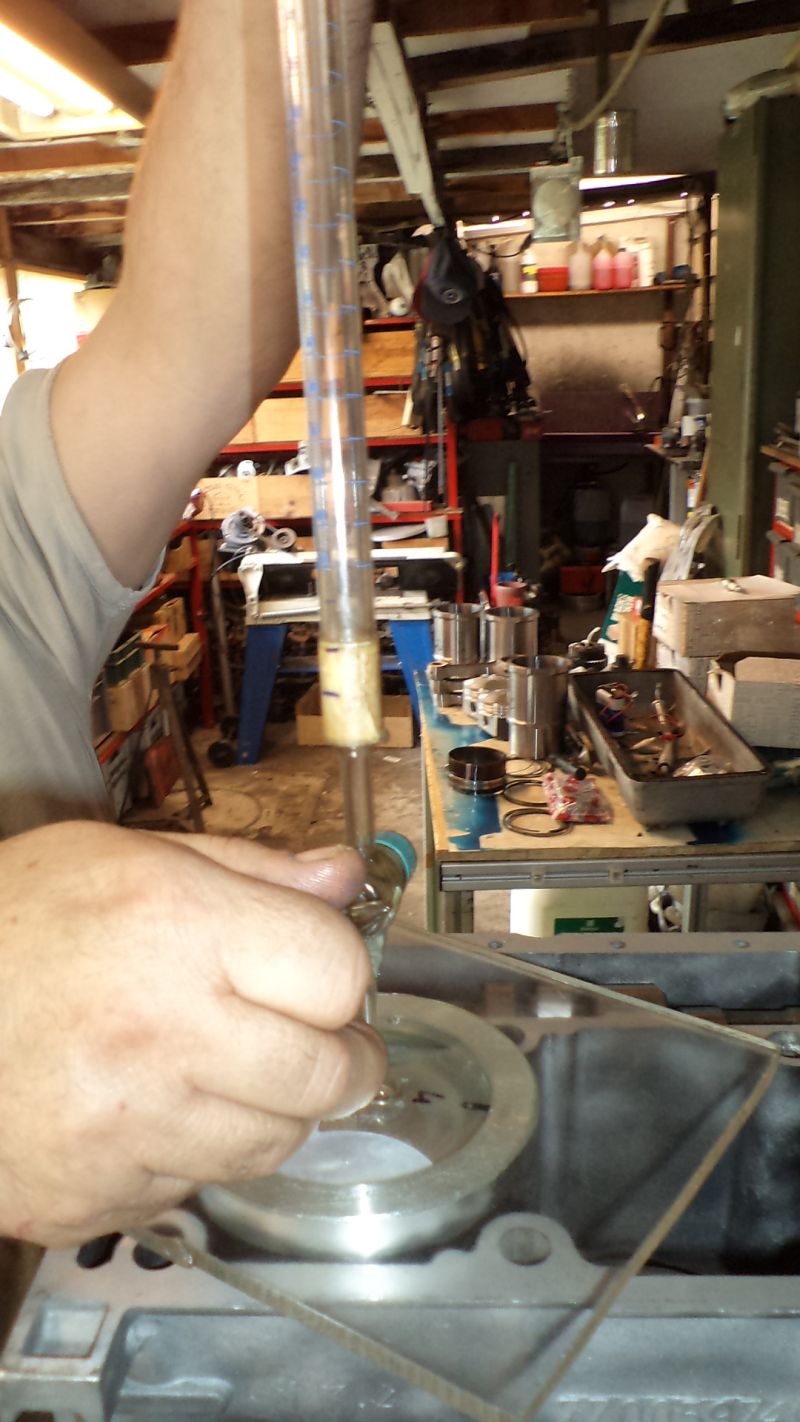
Purge du circuit d’embrayage avec aller retour du liquide entre bocal
et recepteur grâce à la seringue médicale.
Pour des détails sur la purge, voir
http://a110a.free.fr/SPIP172/plan.php3, chapitre
FREINS

Moules d’ailerons arrière de Formule réalisé par Michel.

Pour freiner les vis sur une auto qui vibre, l’indispensable fil inox à
freiner, notez le sens du fil, il est pensé !

La pince à tortiller le fil à freiner. On voit en bas à droite le
crochet qui permet de garder les mâchoires bloquées sur le fil pendant
que l’on tire sur le bouton moleté.
Celui ci est l’extrémité d’une tige en forme d’hélice,
entrainant la rotation de l’ensemble de la pince selon son axe
longitudinal,tortillant donc le fil.

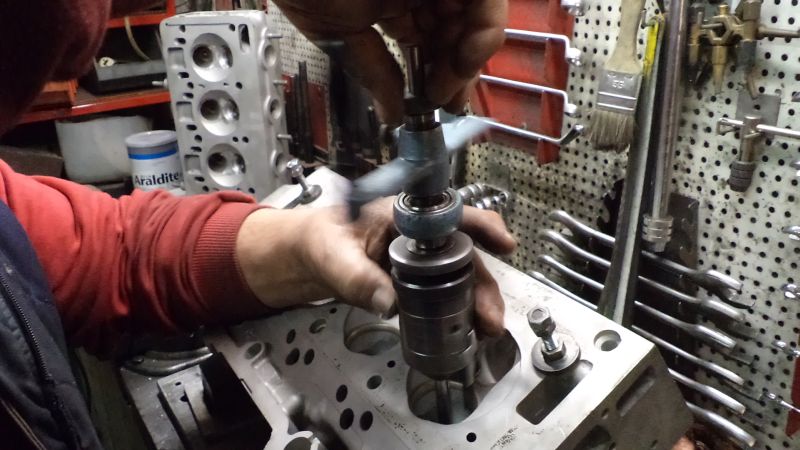
Revenons aux 1300/1600, ici une culasse de 1300G à grosses soupapes
dont on va remplacer les guides.
Il faut savoir que sur ces culasse, les guides
échappement et admission ont la même longueur, assez courte comparée
aux culasses 1600.
La conséquence est que le guide échappement chauffe
beaucoup et lors de on extraction, systématiquement, on retire un peu
d’alu. Ce n’est pas grave car on remontera des guide de diamètre
supérieur mais il faut rectifier la surface des logements à l’aide d’un
alésoir ajustable comme celui ci, à lames parallèles (
préférable aux modèles à variation de diamètre au centre des lames )
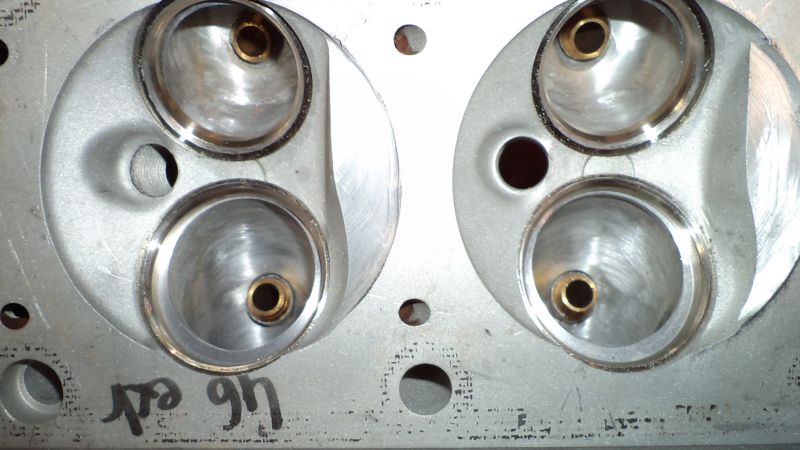
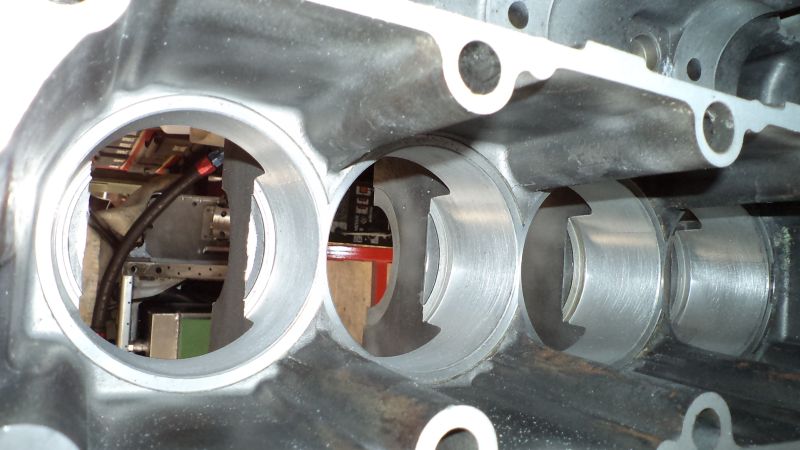
Ma futur culasse de 1796, dont les passages des guides ont vu leur
angle modifié à la fraiseuse de 1°5 vers la verticale avec pour
objectif de gagner de la place pour de plus grosses soupapes (voir les
photos ci dessus). Le guide échappement, plus long que celui de
l’admission est correctement refroidi et son extraction ne laisse pas
de traces dans la culasse (contrairement aux culasses 1300G).
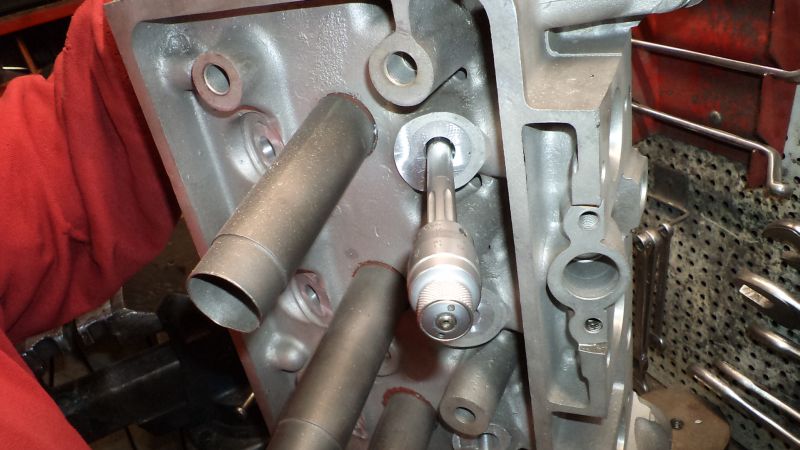
Ici on mesure le diamètre des emplacements des guides
pour les mettre à la même cote, disons à 1 ou 2/100mm près.

On utilise un petit alésomètre à 3 palpeurs, issu d’une série de 4,
chacun couvrant une gamme de 3mm. On voit le cylindre creux étalon pour
vérification de l précision de réglage.

Pour enlever le dernier centième on utilise un morceau de toile
abrasive (340) coincé dans la fente d’une tige métallique cylindrique +
une perceuse bien entendu.
Noter les tampons cylindriques en alu (tourné
sur mesure de 2/100 en 2/100mm). Ils constituent la seule solution
valable pour s’assurer du diamètre exact des logements, et surtout tout
au long de ce logement.

Usinage des guides à la cote du logement +7/100 pour qu’ils coincent
bien.

Bielle à coupe oblique venant d’un moteur 1000 Gordini double arbres.
Michel change la bague du pied.

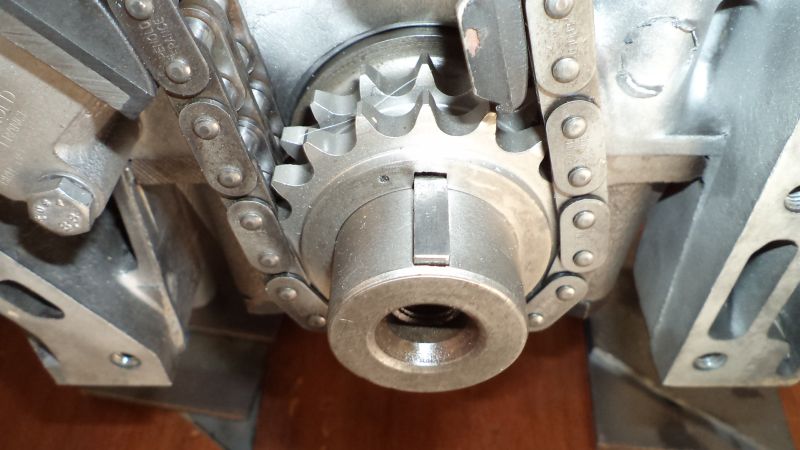
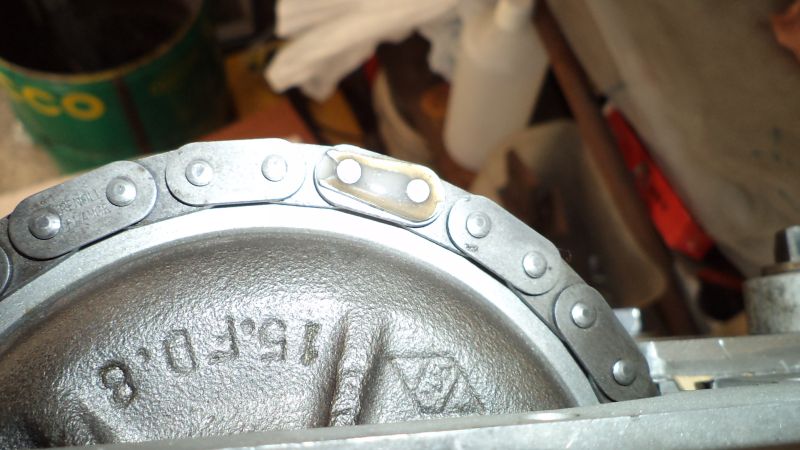
Attache rapide pour chaîne de distribution : aussi bien pour les
1300 que 1600.
Respecter le sens de l’épingle : ouverture vers
l’arrière , dans le sens de rotation

Enfin un joint de carter intelligent pour les 1300 !!! Monobloc et
en caoutchouc pas ce foutu liège...


Confection d’un moule pour nez de March F3.
Notez les plaques de cire pour créer de belles bordures
au moule.

Un cône élargisseur de caoutchouc de cardan.

Pour changer un peu, un moteur de 911 en chantier...


Ma culasse en attente d’un passage chez Vienne Moteurs pour creuser les
logements des futurs sièges, sachant que les logements des guides ont
été redressés de 1°5 pour pouvoir augmenter le diamètre des soupapes.
Jean Sébastien Vienne a donc usiné les logements des sièges à la cote
spécifiée par Michel camus.
Il faut maintenant usiner les sièges avec 1/10mm en plus pour qu’ils
tiennent bien dans la culasse.
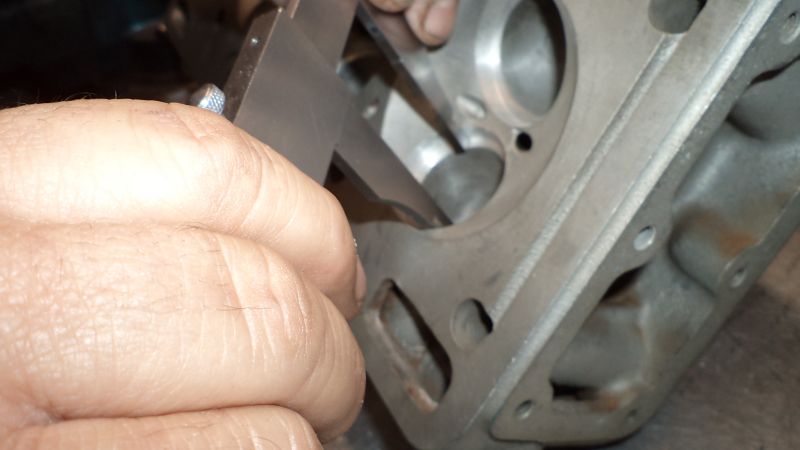
Une petite astuce pour mesurer le logement avec précision : on
utilise un pied à coulisse + un palmer (micromètre si on préfère).


Le siège avant usinage, a été taillé dans un barreau de bronze au
béryllium par Michel.
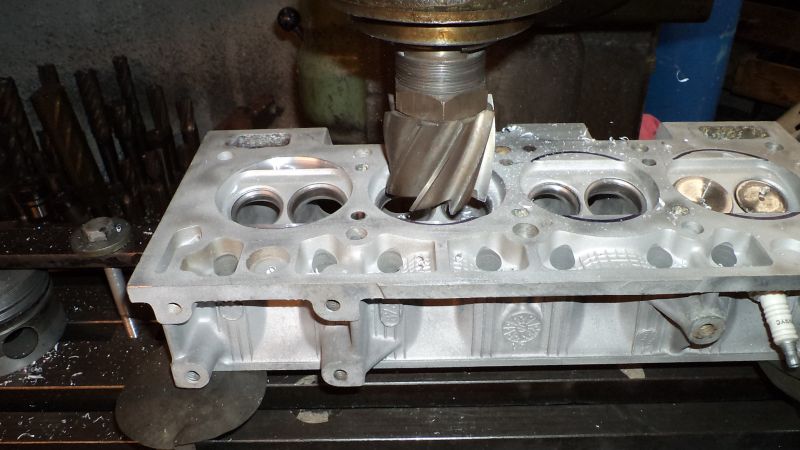
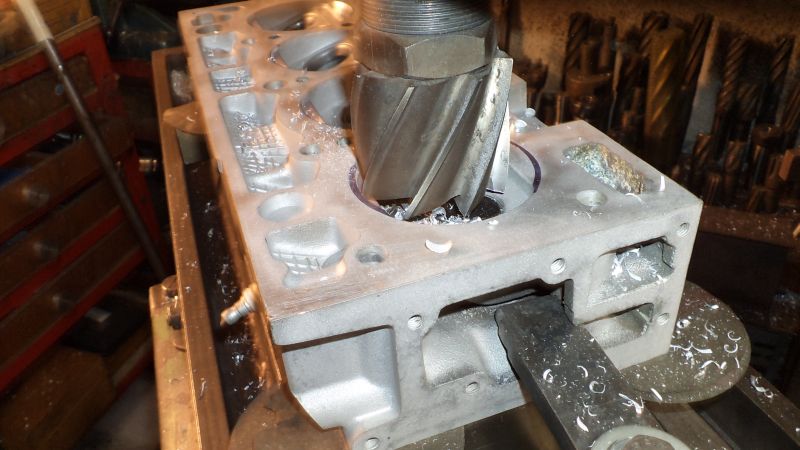
On change de culasse : ici une culasse de R5GT Turbo en train de
se faire agrandir pour de nouveaux pistons.On notera l’intérêt d’une
fraise de grand diamètre pour la régularité de l’usinage.

Quand on vous dit qu’il y a intérêt à changer une courroie de
distribution....

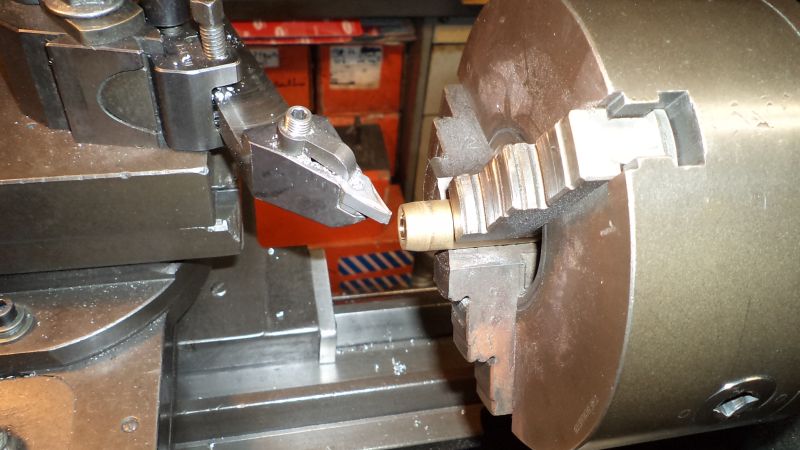
Revenons à la fabrication des sièges de soupapes du
futur 1796. Ici les sièges sont découpés dans du bronze -berylium,
plutôt difficile à usiner, mais Michel a trouvé la pastille dont la
nuance de carbure va bien.

Les sièges brut.

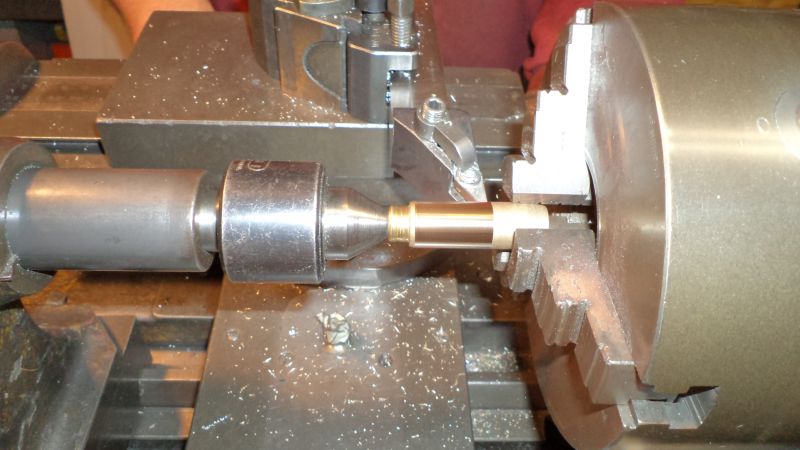
Les sièges usinés, angle 45° pour le siège puis 20° pour arriver au
conduit.

La culasse été chauffée à environ 170°C, les sièges
sont restés au congélateur environ 1 heure puis ont été suiffés.

Outil maison pour la mise en place des sièges, avec une tige introduite
dans le guide.
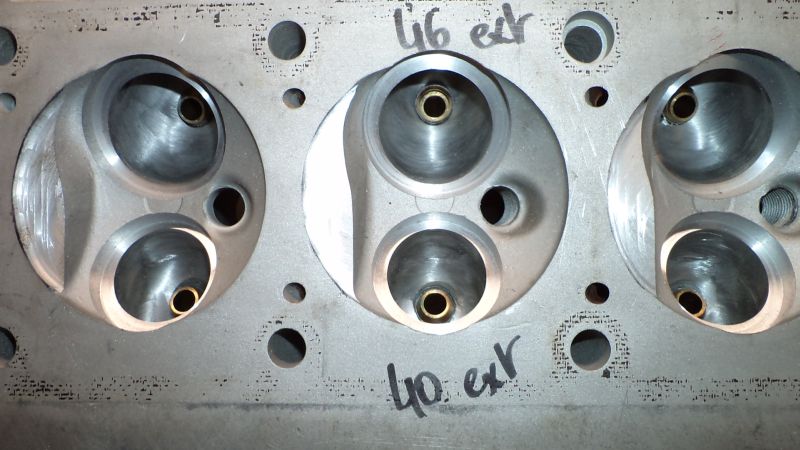
Tous les sièges sont en place. Leur diamètre est A 46.5mm et E39.5,
c’est à dire 1mm de plus que le diamètre des soupapes A45.5mm et
E38.5mm.
Pour mémoire, sur une 1600S les diamètres sont A42.1mm
et E35.3mm.
Il va y avoir beaucoup de matière à enlever dans le
conduit sous le siège mais il faut se rappeler que cette culasse
provient d’une R16TS, et non d’une 1600S.
En revenant sur le sujet du redressement des guides de
1°5, voici une question intéressante de l’ami Nanard289 (http://a110a.free.fr/SPIP172/articl... :
"Pour le passage en grosses soupapes, la modification
de l’angle des guides est
souvent indispensable pour garantir un espace libre suffisant pendant
la phase
du croisement. Toutefois, cette opération nécessite une grande
précision
d’usinage pour conserver le bon point de contact de la queue de soupape
avec
l’extrémité du doigt du culbuteur et je serais curieux de savoir
comment Michel
Camus a procédé pour positionner convenablement la culasse sur le banc
de sa
fraiseuse, ou bien considère t-il que 1,5° n’ont pas une influence
sensible sur
une distance somme toute relativement faible."
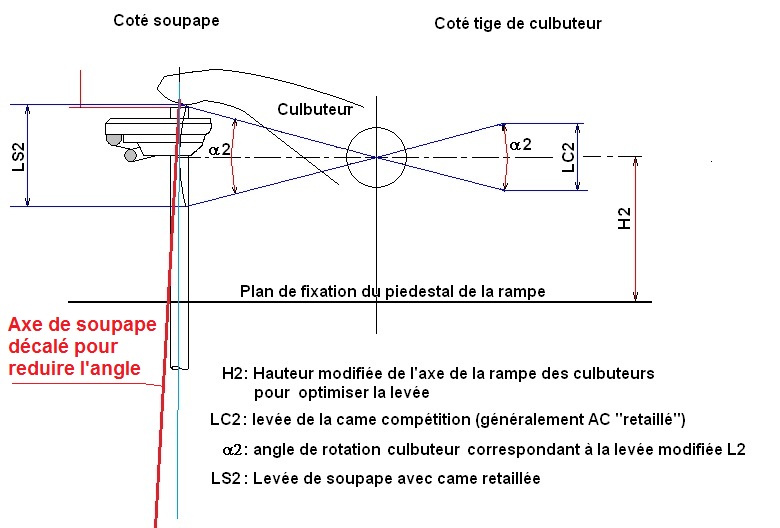
Cette question est effectivement très légitime et la
réponse est que l’expérience a prouvée à Michel que cette variation
pouvait être négligée...ouf !

C’est la première fois que je vois un joint Spi
ouvert...volontairement !
C’est pour un vilo de TR4, on peut ainsi l’enfiler à sa place. C’est
moins étanche qu’un Spi normal mais beaucoup plus que la fameuse tresse
d’origine réputée pisseuse !!

Sur un moteur genre R5T en préparation, montage d’un capteur Hall pour
ECU SYBELE(allumage + injection). La roue en alu s’appelle une roue
phonique. Les dents manquantes permet au calculateur de connaitre la
position du vilo.
Noter la qualité de la soudure TIG !

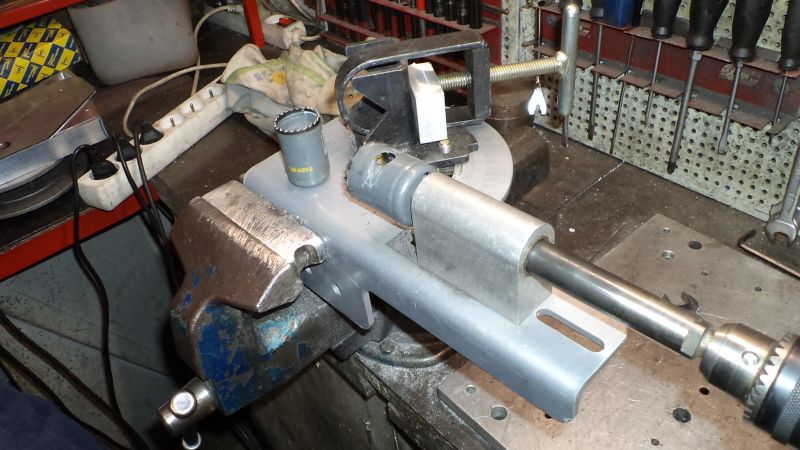
Butée guidée pour moteur 1300 permettant d’utiliser une butée à bille
et la fourchette d’origine sans transformation

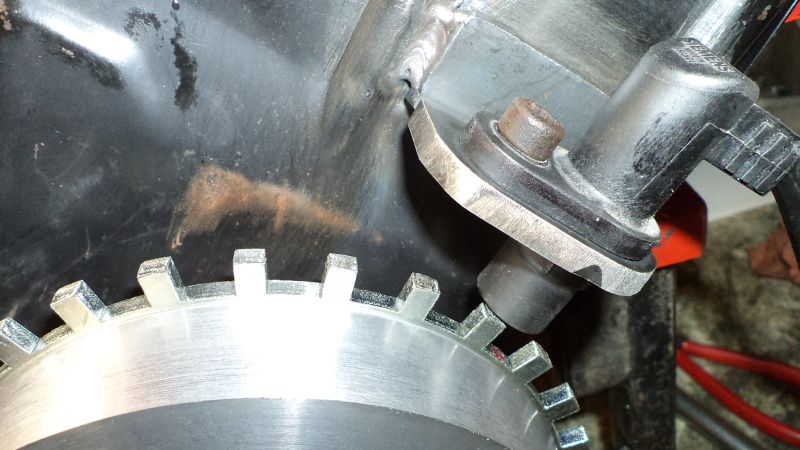
Un coupe tube astucieux à l’oeuvre.

L’ami Nanard289 venu consulter pour un redressement de 1°5 des conduits
de guide de soupape afin de monter des soupapes plus grosses sur cette
culasse de 1600S futur 1860.
Notez la spécificité de la table de conférence...

Cache culbuteur de R5 Alpine modifié pour se monter dans une Berlinette


Soupapes d’admission d’origine Danielson, célèbre préparateur à Magny
Cours.
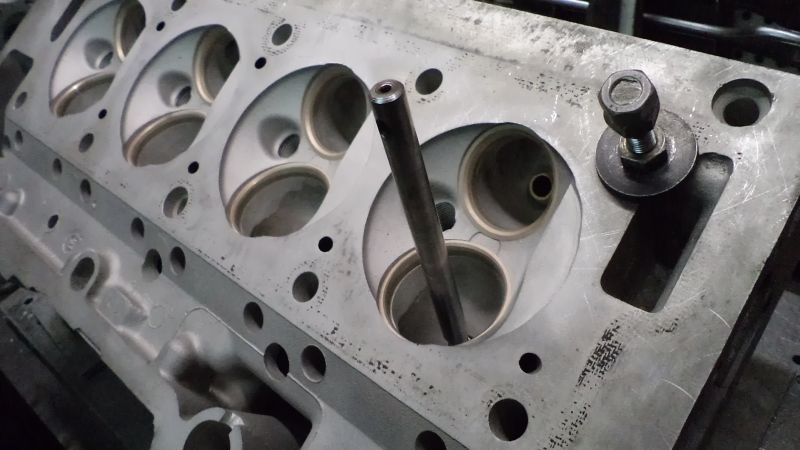
Première étape de la coupe des sièges, on installe le pilote de
diamètre 8mm, tenu par un cône dans le guide.

Bâti de l’appareil
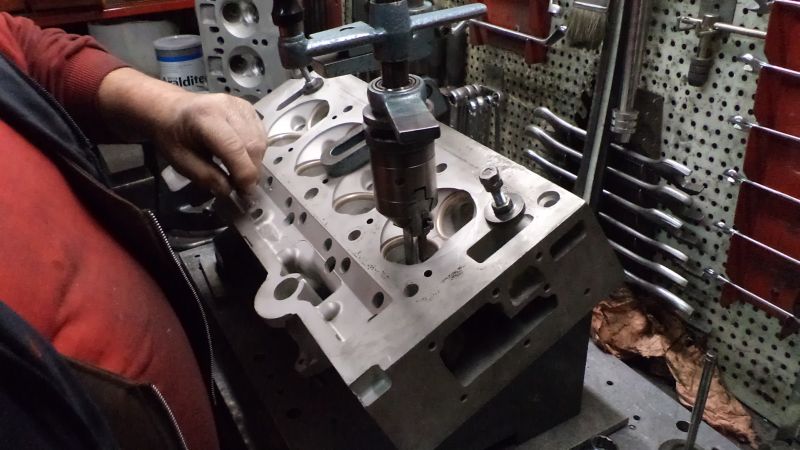
Tête en cours d’installation
Appareil prêt

Et le résultat, en notant que le bronze au béryllium est plutôt coriace
à couper...

Les futurs ressorts de soupape, cadeau de l’ami Nanard289...
Garderons nous le damper (censé éviter les déformations
(résonances ?)) du ressort externe) ou garderons nous un classique
double ressort ? On verra en temps et en heure.

Un bloc de R18 Turbo est ce qu’il y a de plus rigide étant donnés les
renforts ajoutés par Renault au fil du temps. Ici ces renforts sont
gênants pour la fixation arrière du bloc sur une 1600S, donc on en
enlève un peu.

Les passages pour les fûts de chemises ont été usinés par Moteur
Vienne.

Reprise des travaux sur la culasse du futur 1796 : il reste à
tailler les sièges d’échappement. Pour une des soupapes qui ne
coulissait pas parfaitement on a fait appel à un alésoir, ou plutôt 3
alésoirs différents car ce travail est délicat : il faut
absolument éviter d’ enlever un peu trop de matière...et c’est vite
fait !

Alésoir façon Paris, il possède un dos rond qui sert de pilote.

Alésoir conique

Alésoir réglable à lames parallèle ( et non avec un bête système
central qui fait gonfler les lames mais au centre seulement).La
latitude de réglage est faible, 1mm, il faut donc en avoir une belle
collection...

Tous les sièges sont taillés, reste à polir encore un peu les conduits
puis on commencera à mesurer le volume des chambres.
Un point important : l’utilisation du bronze pour
les sièges au lieu d’acier est un avantage pour leur accroche dans la
culasse car le coefficient de dilatation de l’acier 10x10-6 et encore
plus faible que celui du bronze 11x10-6, comparé aux 13x10-6 des
alliages d’aluminium des culasses.

une nouvelle arrivée chez JS Vienne (Vienne moteurs), cette splendide
rectifieuse de vilebrequin !!

Ces tiges allégées de 45g à 25g, sont vraiment valables à haut régime
quand on sait qu’à 6000t/mn, soit 20ms par cycle, elles font donc un
aller-retour 50fois par seconde !
Des tiges légères permettent de diminuer le tarage des
ressorts, d’où moins d’usure des cames.
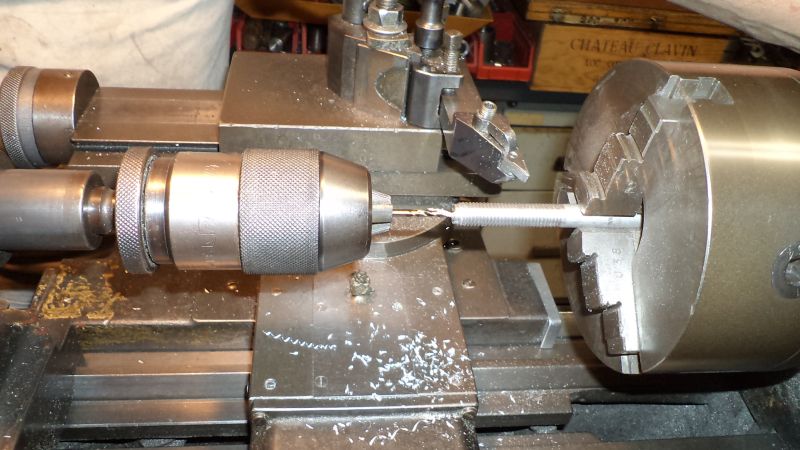
Fabrication des restricteurs d’huile : on part d’une tige en alu
de diam 10mm que l’ont filète en M150, puis perce au tour à 3mm de
diamètre. Ce procédé est supérieur aux tentatives de percement de BTR,
un vrai cimetière à forets...

les passages d’huile usinés dans le bloc étant de diamètre 8.mm, c’est
idéal pour les tarauder à M10x150....puis visser les restricteurs.
L’ expérience de ces restricteurs sur mon moteur 1596,
au bloc assez usé, a été un gain de l’ordre de 1 bar au delà de
3000t/mn, huile bien chaude. Aucune amélioration au ralenti bien
entendu, mais ce n’est pas ce que l’on recherche.

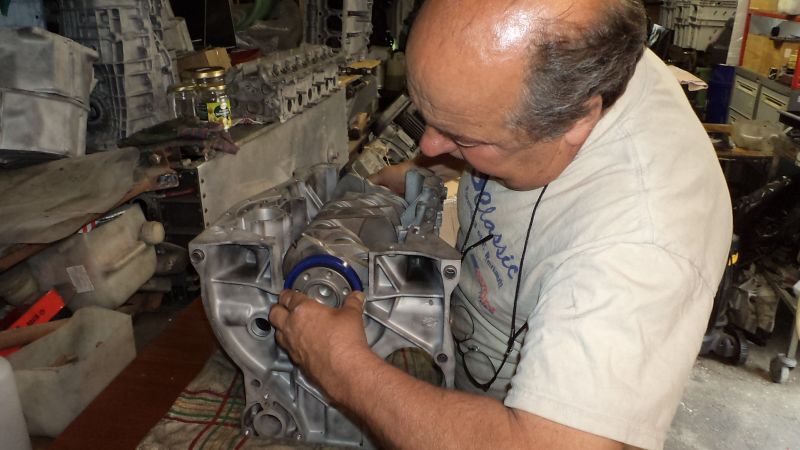
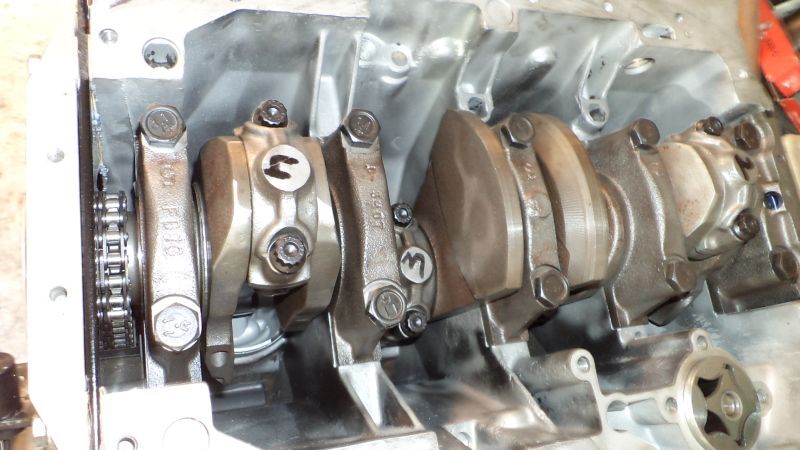
On attaque les choses sérieuses sur ce bloc de R18Turbo, dont on a
préservé au maximum les renforts tout en fraisant les passages
nécessaires à droite et à gauche dans le bas du carter de distribution
pour la fixation de la traverses supportant le moteur à l’arrière.
Notez les coussinets brillants "comme un miroir de
bordel..." dixit MC. Ils sortent d’un emballage Renault d’époque.

un joli pion en alu, réalisé au tour, pour boucher le
trou de jauge à huile sur la gauche du moteur. pour la jauge on
utilisera le trou de droite, comme sur mon bloc 807-25. Ces blocs de
R18T sont les plus versatiles.

Quoi de plus simple à priori que de remonter les deux cales de
latérale ?..
Eh bien non, et c’est typique de la préparation d’un
tel moteur qui est construit d’une grande diversité de pièces :
les cales de 2.82 à 2.85mm d’épaisseur standard sont trop
épaisses : il va falloir se pencher sur le problème, en prenant on
temps.
Notez le pignon de distribution de R18T, reconnaissable
à son excroissance : il a l’avantage de rentrer "gras" sur le vilo
et non à force comme le pignon d’origine.

Et voici la BONNE et intelligente méthode pour monter le joint spi sur
le vilo coté boite.....
Depuis 44 ans je suis connement la RTA en commençant par remonter le
palier et ensuite bataillant pour enfoncer ce joint à force en
épargnant les lèvres fragiles et aussi, il parait que ça peut arriver
quand on frappe sur ce spi pour l’enfoncer, risquer de faire sauter le
ressort du spi...sans s’en rendre compte bien entendu...jusqu’à la
grosse fuite détectée seulement au démarrage.

Le bloc sur ses supports

Pistons CPS (Italie, alu forgé/matricé) fournis par Mecaparts.

Le pied de bielle est trop large pour le piston, on va enlever 0.8mm à
la rectifieuse à pierre. Notons au passage que ce genre de surprise
n’arrive jamais lors d’un remontage classique, mais est typique de la
construction d’un moteurs à partir de pièces d’origines diverses.


Un petit coup d’alésoire pour enlever la bavure

La bielle n’est plus serrée.

Ebavurage des chemises en acier suite à leur mise au rond par Moteur
Vienne car d’origine on avait constaté une ovalisation de
6/100mm. !! D’où l’absolue nécessite quand on monte un tel moteur
de VÉRIFIER et MESURER strictement chaque composant, même neuf, sortant
de son carton.

Attache rapide, noter le sens de l’agraffe !
On lui mettra un point d’epoxy, à tout hasard.

Arbre à cames de profil S11 du regretté JC Savoye.
Pignon de vilo de R18 Turbo, il a l’avantage de ne pas se monter à
force.

Montage d’un ensemble chemise/piston pour mesurer le volume de
dépassement du piston

Anneau de volume connu.
Le piston dépasse de 10cc. La chambre est de 47cc, le joint de culasse
de 1.65mm*84mm = 9.1cc soit un volume mort de 47 - 10 +9.1 = 46.1cc.
Le volume unitaire étant 1796/4= 449cc, le rapport
volumétrique est donc (449+46.1)/46.1 = 10.75 , tout à fait dans les
clous pour le S11.

Le support de capteur Hall (non saturé, voir
http://a110a.free.fr/SPIP172/articl...
est calé 45° avant le PMH. Deux cibles en acier vont
être insérées dans l’alu de la poulie, à 180° l’une de l’autre.

La poulie est d’abord parfaitement centrée sur la table de la fraiseuse
au moyen d’un mandrin en alu serré dans une pince

Une fraise de 8mm enlève la matière pour les cibles.

Dans la culasse, léger fraisage des logements des poussoirs de soupapes

Une culasse de R16TS comporte 3 orifices indésirables destinées à
réchauffer la tubulure d’admission.

On bouche ces 3 trous avec un pion en alu sur mesure + Loctite vert
(Scelle roulements)

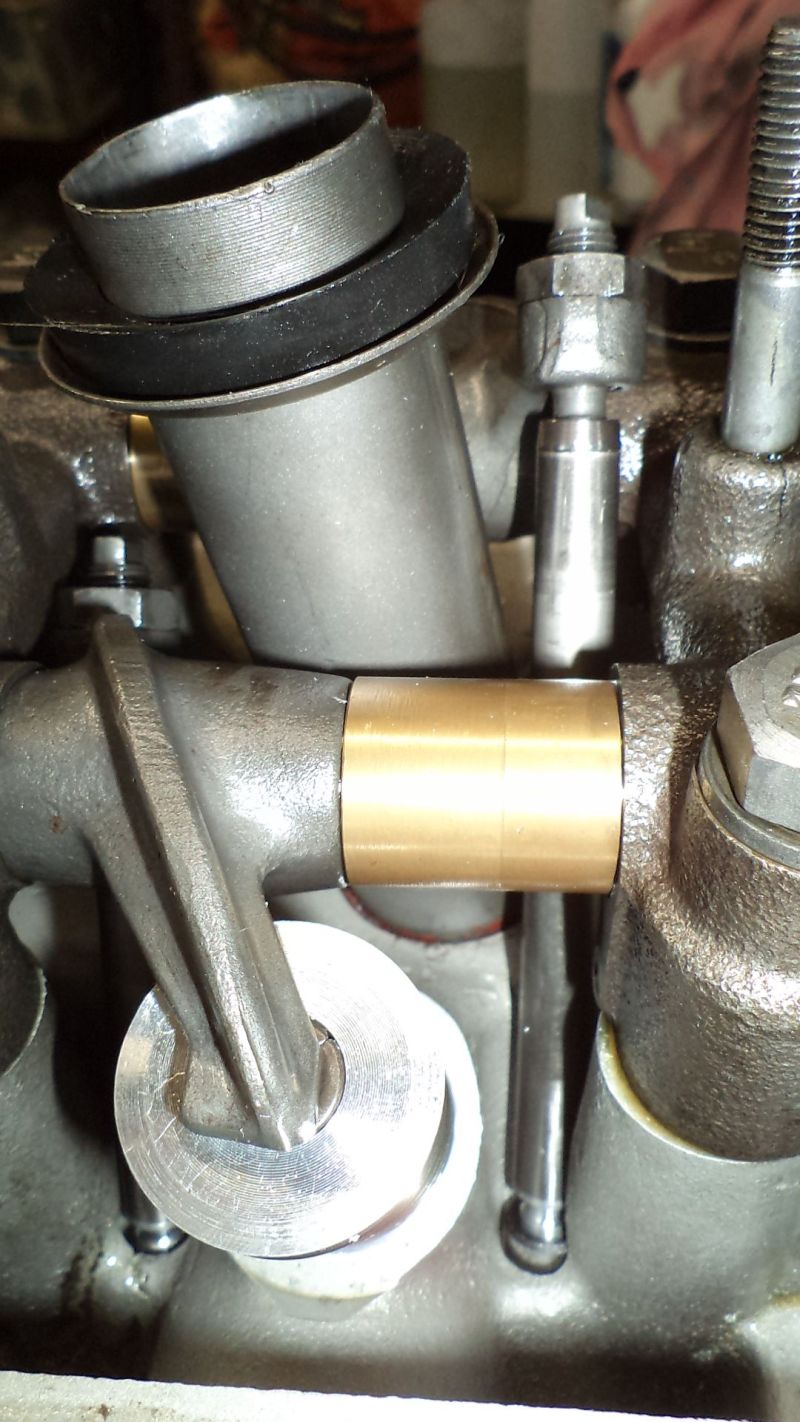
Rampe de culbuteurs avec ses espaceurs en laiton, remplaçants les
ressorts d’origine pour un meilleur centrage des culbuteurs à haut
régime.
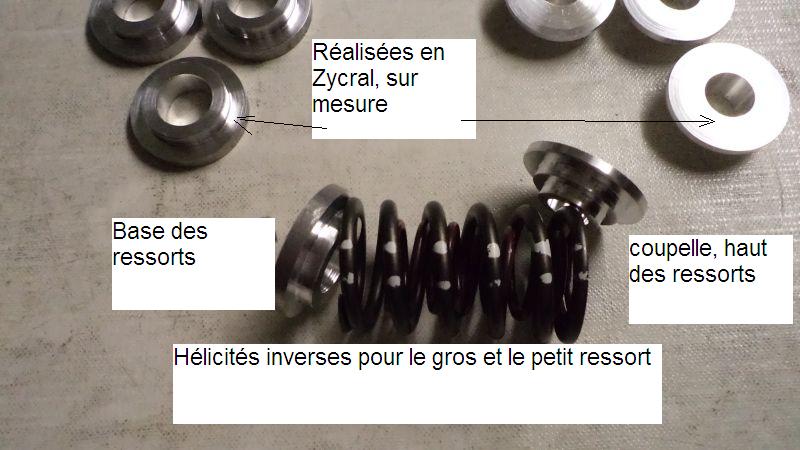
Ces double ressorts de soupape ont été choisis.
Ils sont enserrés entre une base et une coupelle en
Zycral, usinées à la hauteur adaptée à la précontrainte.

Montage des ressorts de soupapes.

dernière vue avant fermeture
Vis ARP pour les bielles, c’est plus sur !
Attache rapide assurée avec un point d’epoxy. Si ça ne fait pas de
bien, ça ne fait pas de mal...

Deux trous de carter d’huile à "tirer" un peu car la
plaque en tôle entretoise décale le carter de distribution (origine
R18T, pas Alpine). Sans la fraiseuse, j’aurais fait ça à la lime queue
de rat...

Carter en place

Çà commence à sentir le démarrage : sans eau (dans la bonne
tradition) mais au Bollinger 2004, c’est plus cool...


Configuration de démarrage : 3l d’huile Leclerc (pour durer 2
minutes avant vidange), des bougies chaudes Champion N7Y, un demi verre
d ’essence dans les carbus, une bobine raccordée en fils volants, une
batterie et deux cables de démarrage.
Avant de visser les bougies on fait tourner pour
amorcer la pompe à huile, vérifiant l’arrivée de l’huile dans la rampe
avec un ohmmètre sur l’émetteur de pression d’huile...résultat moins de
5s pour l’arrivée de l’huile, la pompe a vraiment été optimisée...
Le moteur démarre quasi immédiatement et on vide les
carbus en le maintenant vers 1500t/mn, il a vraiment l’air
hargneux...comme on aime

Après l’effort, le réconfort.

Volant alu et embrayage, celui du 1596 reconduit : disque de R25
usiné et avec patins en métal fritté.
Peut être un peu moins progressif que les classiques
garnitures mais très supportable quand même dans les embouteillages.

Outre le coté quasi inusable (sans trop d’agressivité pour le volant)
ça a l’immense avantage de survivre à toute noyade dans l’huile (fuite
du spi de boite par exemple) : un bon coup de chauffe pour
vaporiser l’huile et ça repart...


Butée à billes SKF


Le carter de distribution de R18Turbo est légèrement différent ce qui
nécessite l’adaptation des tirants moteur arrière droit et gauche.


Le collecteur inox ( et la plaque anti-chaleur du démarreur) qui
s’était bien salis ont reçu un traitement type céramique par
ABdecometal(77)
http://www.abdecometal.com/index.ph....
Le coût est raisonnable (moins de 2 pleins d ’essence).
Il reste à vérifier son évolution une fois arrosé de
liquide divers, vie normale d’un collecteur..
Eh bien après plusieurs mois d’utilisation, il semble
bien tenir le coup et accepte des liquide de nettoyage tel le Facom
(recommandé par ailleurs !)


Moteur de Clio 16S, type F7P, le système anti déjaugeage d’huile est
original : deux bloc de plastique occupent le maximum de place
dans le carter d’huile pour ramener l’huile vers la crépine de la pompe
et, semble -t-il, aussi pour préserver le vilebrequin du barbotage.


Une crashbox de Formule 3, réalisée en Zycral ( aussi appelé Ergal,
Constructal, Alumec, Alu7075A, Fortal, Titanal...ouf).La composition en
est :Zinc 5%, magnesium 2.5%, cuivre 1.5% et le reste de
l’aluminium.Densité 2.8.
Ce fut un secret militaire Japonais en 1936 et servait
à construire les chasseurs Zero.
Cela a l’air simple mais il y a en réalité pas mal de
pièges avant d’arriver à tout bien aligner...

Pour ce collecteur d’admission venu de fonderie, Michel
a réalisé ces conduits en Zycral.

Extraction d’un enroulement dans un espace borgne.
Cette astuce de PepeSX sur le FAR (ForumAlpineRenault),
utilisant de la mie de pain est plus originale que la classique
graisse...
