***Pour revenir à la page d’accueil** ICI



Les
boitiers papillons sont de fabrication Mikuni. Comme pour les
carburateurs
Weber ou Dell’Orto, les axes des papillons sont montés sur des mini
roulements
à billes.
Sur ce boitier qui
constitue notre base de départ, on va ajouter devant un manchon en
caoutchouc
qui permettra de le fixer sur la pipe d’admission proprement dite, et
derrière
un cornet d’admission. Là, on ne lésine pas, on prend du neuf, mais pas
n’importe où! Sur le marché asiatique on trouve le manchon à 2 € pièce
(port et
taxes incluses) et le cornet en aluminium anodisé à 7€.

Voici le
premier maillon de notre rampe: l’assemblage d’un boitier papillon et
son
cornet !
Pour l’injecteur et son
connecteur, je conserve celui d’origine qui était fournie avec la rampe
d’occasion.
En continuant la
progression, l’étape suivante consiste à fabriquer le tube de la pipe
d’amission qui fera la transition entre le boitier papillon et la bride
de fixation
sur la culasse. Là, pour franchir cette étape, il faut posséder un tour
... ou
bien avoir un copain qui en possède un!

Avec un
outil à tronçonner, on va découper 4 morceaux de tube d’environ 90 mm
chacun
pour fabriquer les pipes d’admission qui vont supporter les boitiers
papillons.
On va ensuite faire un
épaulement sur chaque tube pour avoir un diamètre d’environ 41 ou 42 mm
coté
bride et conserver le diamètre de 50 mm pour le coté manchon. Le
manchon étant
équipé d’une lèvre d’étanchéité, il va nous falloir usiner une gorge
pour
permettre son encastrement.

L’épaulement
fait, reste à usiner la gorge coté manchon

La lèvre du
manchon a un profil assymétrique

Usinage de
la gorge dans le tube de la pipe d’admission

Et bien
voici le deuxième maillon de notre assemblage: on a ajouté le tube et
son
manchon.
Après
avoir usiné nos 4 tubes
d’admission, l’étape suivante consiste à assembler les quatre boitiers
papillons ensemble pour constituer l’ossature de notre nouvelle rampe.
Comme l'on s'en doute, l’écartement des conduits d’admission n’est pas le même
sur un
1600S d’Alpine que sur un 1300 Yamaha! C’est là la principale
difficulté à
vaincre pour rendre compatible l’adaptation envisagée.
D’origine
les 4 boitiers du Yamaha
sont maintenus ensemble par deux profilés en L réalisés en tôle d’acier
de 2 mm
pliée. Sur le 1600S, l’écartement des cylindres étant plus important,
notre
rampe va donc être un peu plus longue et les profilés d’origine devront
être
remplacés. Pour cela, j’ai utilisé un seul profilé en L en alliage
léger mais
en 4 mm d’épaisseur.

A
gauche, un
des profilés en tôle d’acier d’origine. A droite le morceau de cornière
en
aluminium que je redécoupe et perce avec des nouveaux entraxes de
fixation.
L’entraxe
de
fixation entre les boitiers papillons 1 et 2 est maintenant majoré de
10mm pour
pouvoir s’adapter à la culasse du 1600S.

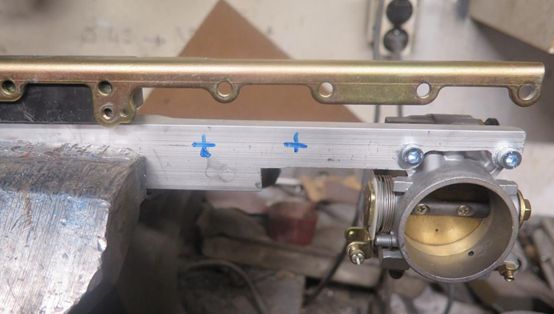
Le nouveau rail support des
boitiers papillons, découpé dans un morceau de cornière alu étant terminé, on
peut procéder à l’assemblage de la rampe et prolonger les languettes
d’accouplement des papillons.


On
démonte le levier d’accouplement mâle pour prolonger sa languette
La nouvelle languette sera
découpée dans un morceau de tôle que l’on va plier et riveter pour faire une
extension du levier d’origine

Détail
du levier mâle modifié
L’extension du levier est
ensuite coupée à la bonne longueur et il est remis en place pour régler et
tester l’accouplement.
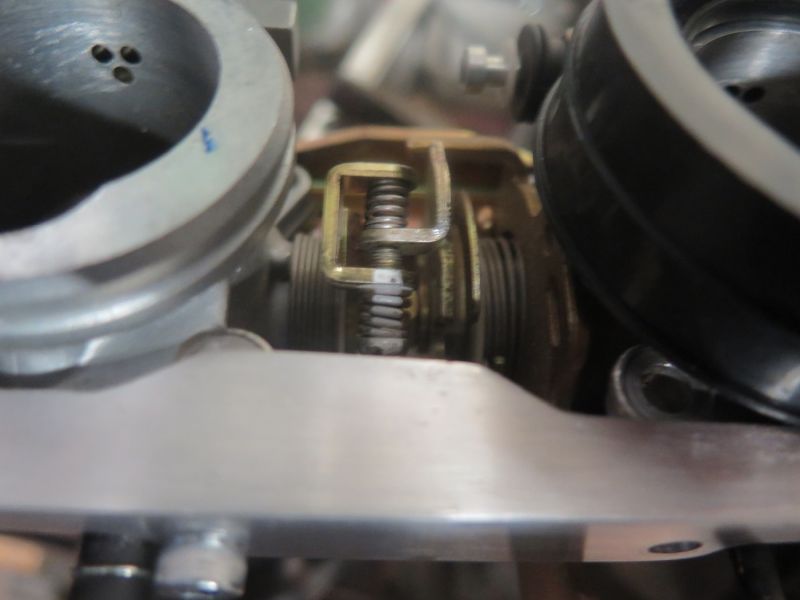
L’accouplement
central (entre les papillons 2 et 3) ne présente aucune difficulté : la
languette mâle (à droite sur la photo) a été très légèrement cintrée vers
l’extérieur pour pouvoir passer de 88 à 89 mm d’entraxe.

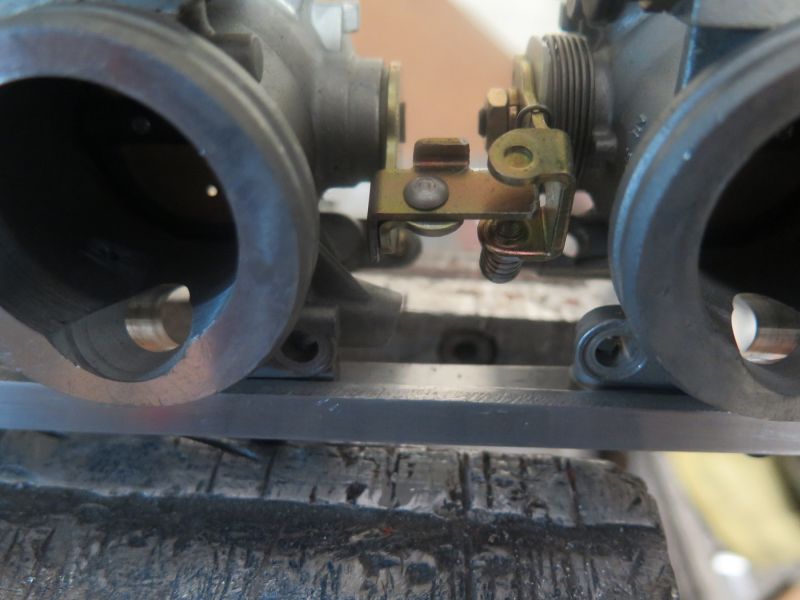
Détail
de l’accouplement entre les papillons 1 et 2.
Malheureusement, pour
l’extension de la languette entre les papillons 3 et 4 ça ne sera pas aussi
facile : le levier de commande n’est pas démontable de ce côté-là.

Sur
le boitier N°3, le levier mâle est riveté sur l’axe du papillon et pour pouvoir
le sortir, il faut démonter le papillon ! On va essayer de trouver une autre
méthode pour lui rallonger le bout du nez car le démontage de l’axe n’est pas
facile.
Finalement,
la languette ajoutée sur le levier d’accouplement du papillon N°3 n’est
maintenue en place que par un seul rivet ... et ça marche très bien aussi.

Pour
sortir l’axe, il faut démonter le papillon et les queues de vis écrasées à la
presse sont tout bonnement indémontables.
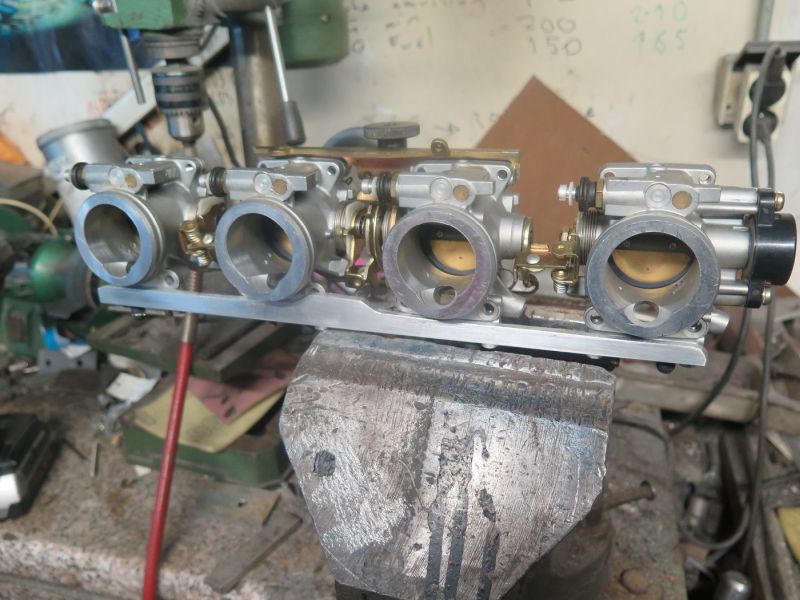
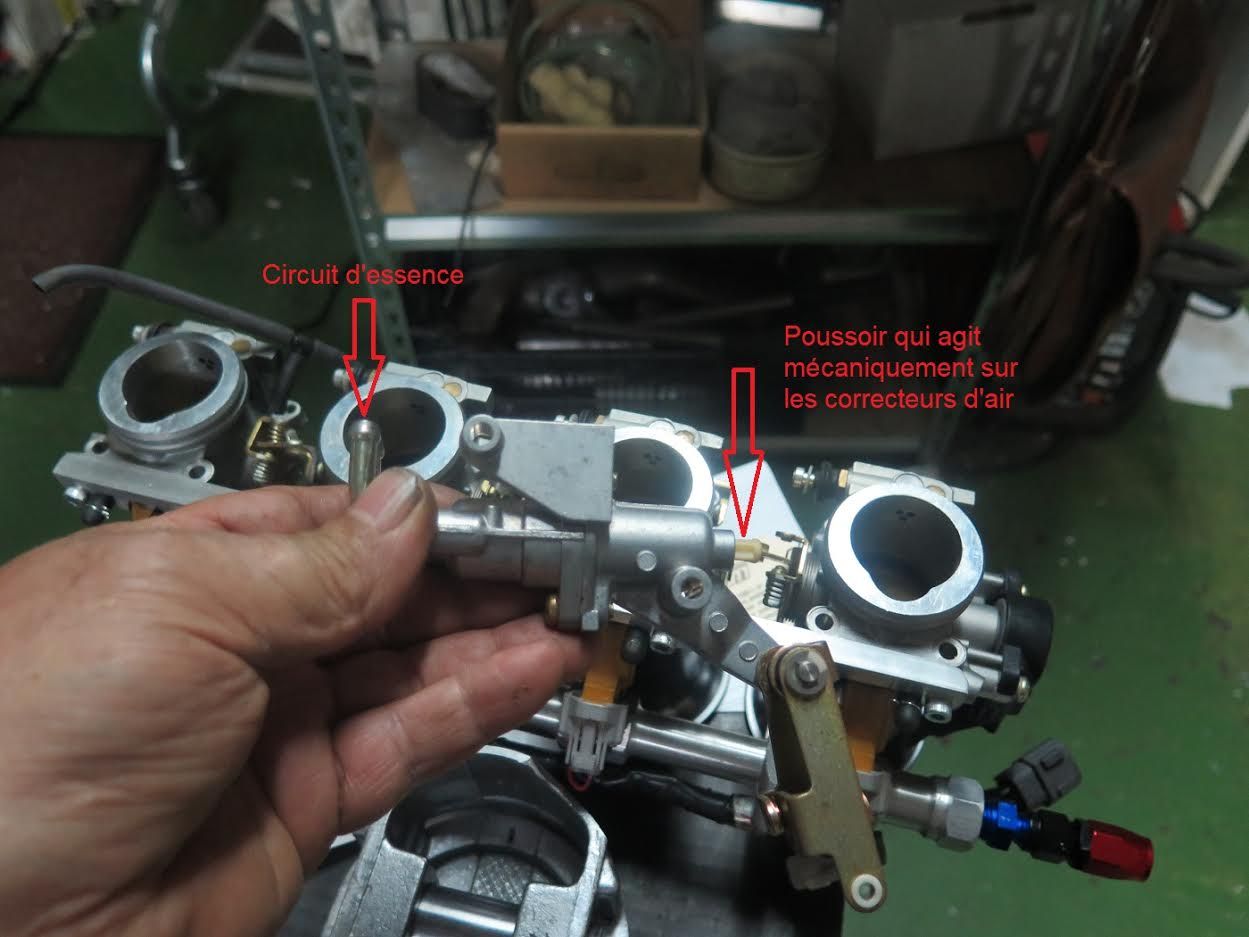
Les
4 papillons sont maintenant accouplés. D’origine, la commande des gaz se fait
au centre par une commande desmodromique à cables (un cable tire pour
l’ouverture et un autre tire pour fermer). Ce système est commun sur la plupart
des motos modernes. Ici, je fais confiance au ressort de rappel et quand on ne
tire pas pour ouvrir, ça se referme tout seul.
Dans cette nouvelle étape, nous allons aborder la partie
la plus délicate de l’adaptation: la fabrication du rail porte injecteur avec
ses supports.
D’origine, la rampe est moulée dans un alliage
d’aluminium hypersilicié et est maintenue en place par deux colonettes dont la
hauteur est ajustée pour garantir l’écrasement correct (ni trop, ni trop peu)
des joints d’étanchéité des injecteurs. Cette pièce moulée n’est pas facilement
modifiable (maintenant, les injecteurs ne tombent plus en face des trous). J’ai
donc entrepris d’en fabriquer une nouvelle dans un morceau de profilé hexagonal
de 22mm en dural (2017).

Pour faciliter l’usinage de cette rampe, j’ai décidé de
la faire en deux morceaux séparés, avec au centre un accouplement coulissant
pour les réunir.

La première version était avec 2 joints
toriques sur la partie mâle.
La première difficulté consiste à percer de part en part les deux maillons qui vont constituer la rampe.

C’est après avoir cassé plusieurs forêts
‘’extra long’’ que j’ai décidé de faire la rampe en deux morceaux démontables!
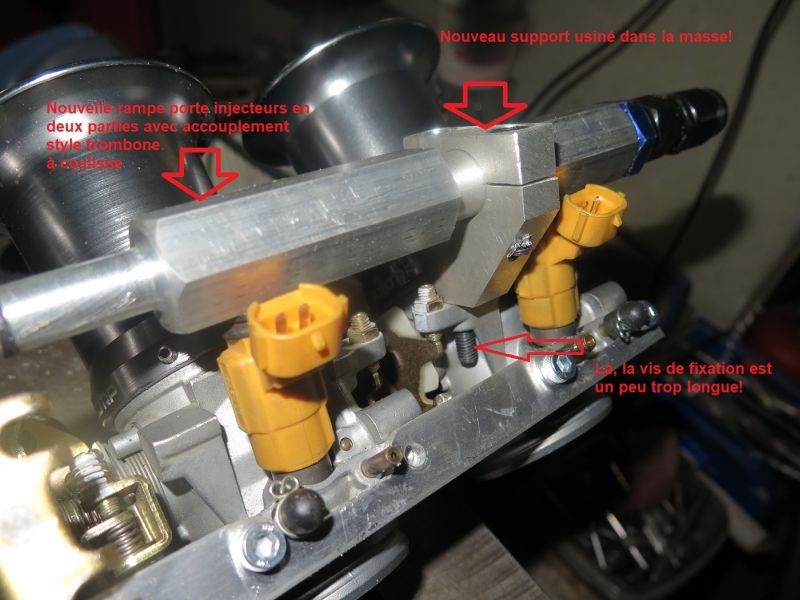
La conception du support et sa fabrication
m’ont bien occupé un après midi ... mais ne m’ont pas coûté grand chose !
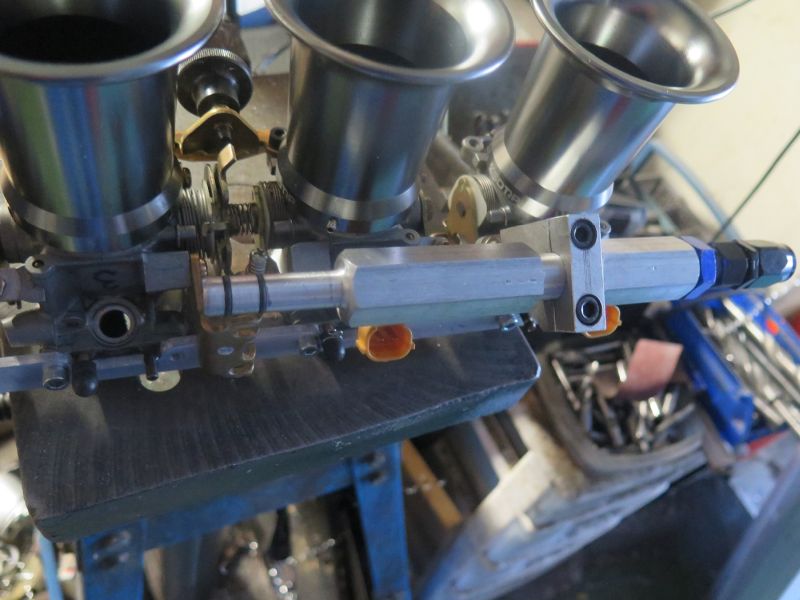
La première demi-rampe avec son support est
installée à la bonne hauteur (les joints des injecteurs sont correctement
écrasés).
La fabrication de la seconde partie est un peu plus
facile : La partie femelle de l’accouplement est simplement alésée et il n’y a
pas de joint à installer.

L’alésoir diamètre 12 est installé sur la
poupée mobile et on tourne très lentement.
Les constructeurs de motos ayant en général toujours le
souci du poids, j’ai dans cet esprit allégé un peu les pièces de ma
fabrication.

L’arrivée en essence se fait par un raccord 6-AN et le
retour par un raccord plus modeste en 4-AN.
Comme on peut le voir, dans sa version finale la partie
mâle de l’accouplement comporte 4 joints toriques.
Une fois installé, on a un ensemble compact, solide et
élégant.
L’alésage des brides pour y emboiter le tube d’admission
est une opération assez délicate si l’on veut obtenir une inclinaison fidèle
qui soit dentique sur les quatre conduits.
Pour m’affranchir de cette difficulté, l’alésage du trou
est fait au tour en fixant la bride sur le mandrin avec un agle de 10°. Le
montage est un peu accrobatique mais le résultat escompté est facilement
obtenu.

On règle d’abord la hauteur de la bride pour
aligner le centre du trou avec l’axe de rotation du mandrin. Ici, la bride est
maintenue uniquement par deux mords; le troisième a été supprimé pour les
besoins du montage.

Avec un niveau électronique qu’on a étalonné
sur le banc du tour ...

... on va caler la bride à usiner pour quelle
présente un angle de 80° par rapport à l’axe du mandrin.
On peut ensuite commencer l’usinage.
Le diamètre externe des tubes d’admission coté bride est
de 42,02 mm

L’emboitement du tube dans la bride se fait en
force en utilisant la poupée mobile.


Bon, heureusement que c’est pas pour un V12!